
服務熱線:
0512-52420862
+
 微信號:18206208510
微信號:18206208510

微信號:18206208510


 服務熱線
服務熱線
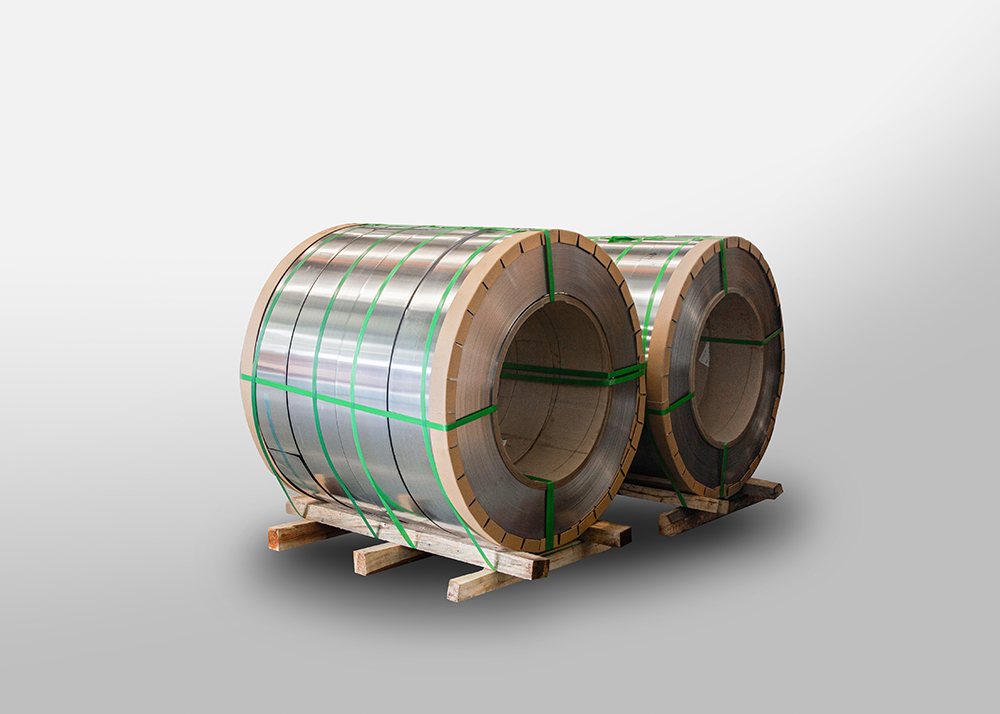
不銹鋼帶的生產工藝介紹
來源:delcastellevante.com | 發布時間:2022年07月23日一、不銹鋼帶的熱軋
不銹鋼帶的熱強性較高,在900℃的變形抗力兩倍于普通鋼;特別是隨著溫度的降低,熱強度會快速增加;并且不銹鋼的氧化皮非常致密,難以去除;另外用戶對不銹鋼帶的尺寸精度和表面質量要求很高。所以不銹鋼帶的熱加工工藝對設備工藝水平的要求很高。
二、下面就介紹不銹鋼帶熱軋生產工藝
1、坯料準備
熱軋不銹鋼帶用的坯料主要是連鑄坯和粗軋坯。隨著連鑄技術的進步,大多都用連鑄鋼坯,只有少數仍使用模鑄鋼錠,或者生產某種特殊鋼種的廠家才使用粗軋坯。
熱軋用坯料的規格根據產品規格、軋機能力、連鑄規格或鋼錠等條件綜合確定,為了提高軋機生產率和成材率,坯料尺寸和質量均向大型化方向發展,目前世界上大多數廠家的熱軋不銹鋼帶重量均已達到8~15t,大的已超過20t。
由于對不銹鋼帶的表面質量要求比較嚴格,而不銹鋼帶的表面又很容易產生各種缺陷,因此熱軋前的坯料都要仔細的研磨、清理,尤其是用鋼錠軋制的初軋坯,不僅要清除其表面缺陷,還需要多方面剝皮,清除皮下缺陷,金屬損耗率達到3%—7%,其中鉻系不銹鋼坯剝皮率較低,鎳系不銹鋼坯剝皮率較高,而含鈦不銹鋼坯則要求深修磨。
2、加熱
不銹鋼板坯加熱一般采用推鋼式連續加熱爐或步進式加熱爐,使用氣、發生爐和焦爐混合煤氣以及重油或重油和煤氣混合燃料等為燃料。
不銹鋼帶加熱時,應按設定的加熱時間有節奏地出鋼,避免鋼坯駐爐時間過長,不然會增加氧化鐵皮的厚度,后期除鱗更困難。尤其鐵素體不銹鋼的抗氧化性差,更易形成鐵鱗,而且除鱗較困難,更需要特別注意。
3、軋制
把不銹鋼與普通碳鋼放到同一套軋機中軋制時,要把不銹鋼單獨分批軋制,以保證不銹鋼生產工藝的穩定性。一般連軋機和爐卷軋機的軋制分為粗軋和精軋兩個階段,軋制設備也分為粗軋和精軋兩個區。
4、不銹鋼帶的冷軋
不銹鋼薄板一般是用冷軋方法生產,冷軋不銹鋼基本是采用成卷方法生產,只有個別鋼號的小批量的不銹鋼板才單張生產。單張軋制適合于生產大規格的較厚的鋼板和試制新鋼號。
生產冷軋不銹鋼帶并不是單的“冷軋”工序,冷軋不銹鋼帶的典型生產工藝還有:熱軋鋼帶的熱處理、酸洗、修磨等;平整;橫切成鋼板或縱切成鋼帶;分類;清理和包裝。
三、冷軋不銹鋼帶生產工藝技術
因為不銹鋼的品種繁多,性能也各有不同,造成對產品質量要求也會有很大不同,所以不銹鋼冷軋鋼帶的生產工序多,生產工藝更加復雜。
對于部分熱軋鐵素體、馬氏體不銹鋼來說,可在連續爐中進行退火,但實際操作中這類不銹鋼種的退火工序基本是事先在罩式退火爐中進行的。而在熱軋退火酸洗機組上只會進行除鱗和酸洗處理。在機組上進行退火和酸洗處理的是熱軋奧氏體鋼卷。光亮退火是冷軋退火酸洗工序的一種終退火處理方法,也是用戶所要求的產品表面加工狀態——光亮熱處理(表面加工等級NO.9)。光亮退火機組的形式有臥式光亮退火機組、立式光亮退火機組及罩式光亮退火爐。鐵素體和馬氏體不銹鋼帶一般在罩式光亮退火爐中進行。
另外為修正不銹鋼帶的板形,成品不銹鋼帶還要做平整加工。雖然經過平整對可以對不銹鋼板形進行了一次修正,但要生產出完全平直的鋼帶,還要進行矯直工序。一般是在輥式矯直機上進行矯直。
上一條:
不銹鋼的耐熱溫度?
下一條:
不銹鋼帶廠家介紹關于不銹鋼卷板用途有哪些
【相關文章】




-
聯系我們
CONTACT
-
 服務熱線:0512-52420862
服務熱線:0512-52420862
-
 公司地址:江蘇省常熟市尚湖鎮大河工業園西大河111號
公司地址:江蘇省常熟市尚湖鎮大河工業園西大河111號
 添加微信
添加微信
 聯系我們
聯系我們
 電話咨詢
電話咨詢